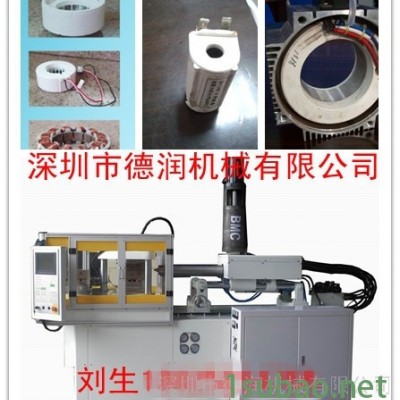

| 樣式 | 立式鎖模臥式射出 |
|---|---|
| 產(chǎn)品用途 | 電機(jī)轉(zhuǎn)子定子注塑成型 |
| 材質(zhì) | 鑄鐵 |
| 產(chǎn)地 | 廣東 |
| 電動(dòng)機(jī)功率 | 15KW |
| 合模力 | 55kN |
| 理論注射容量 | 142立方厘米 |
| 螺桿直徑 | 32mm |
| 螺桿轉(zhuǎn)速 | 500rmp |
| 售后服務(wù) | 整機(jī)保修一年 |
| 外形尺寸 | 1860*1265*5345mm |
| 新舊程度 | 全新 |
| 顏色 | 白色 |
| 種類 | BMC注塑成型機(jī) |
| 重量 | 2000kg |
| 品牌 | 德潤(rùn)機(jī)械 |
| 型號(hào) | DRVH-R-55T-BMC |
| 射膠量 | 200g |
| 射膠壓力 | 187Mpa |
| 開(kāi)模行程 | 345mm |
BMC注塑機(jī)成型特點(diǎn)
注射成型與模壓成型相比較,它的成型周期比模壓成型短且質(zhì)量也更好,成本也低。主要原因在于它在注射成型過(guò)程中,BMC料在模具內(nèi)可以有效的分配,它可以使用多槽模具,不用像模壓成型那樣去花費(fèi)很大精力在稱量和在加料上。
熱固性BMC經(jīng)料斗進(jìn)入具有一定溫度的料筒中受熱軟化,并隨料筒溫度的升高 和螺桿旋轉(zhuǎn)或柱塞推進(jìn)而不并斷受到剪切,且與料筒壁摩擦生熱而使BMC進(jìn)一步塑化成粘流狀態(tài),然后在螺桿或柱塞的推動(dòng)不經(jīng)噴嘴和流道注射進(jìn)高溫模具中,粘度急劇增加,經(jīng)適當(dāng)時(shí)間的保溫、固化,開(kāi)模取件。從BMC入料筒至出料筒過(guò)程中,BMC在發(fā)生物理變化的同時(shí)又發(fā)生緩慢的化學(xué)變化。而從噴嘴注入高溫模腔后,則發(fā)生固化反應(yīng),形成玻纖增強(qiáng),填料填充的網(wǎng)狀體型結(jié)構(gòu)。
BMC注射成型的基本工藝過(guò)程:(1)加料,料筒中必須充滿BMC;(2)合模;(3)注射;(4)保壓,保溫固化;(5)開(kāi)模;(6)取件。
為使BMC注射成型有更高的效率和更好的產(chǎn)品質(zhì)量理想的強(qiáng)度,一方面必須在生產(chǎn)過(guò)程中嚴(yán)格控制3個(gè)重要參數(shù):注射壓力,注射時(shí)間和模具溫度。另一方面,對(duì)原材料也要有特殊的要求,如玻璃纖維的破損,玻璃纖維的取向和樹脂的分類。
注射成型條件控制:
BMC通常僅需要非常低的注射壓力,一般范圍為28~35MPa料筒的溫度要盡可能保持得低一點(diǎn),一般控制在20~60℃范圍內(nèi)。而模具壓力溫度要高一點(diǎn),一般控制在135~160℃。注射速度控制在1~7/s。操作條件控制不好會(huì)影響制品的機(jī)械性能,注射速度越快,纖維取向更為嚴(yán)重,玻璃纖維的破損也在一定程度上與注射速度有關(guān)。
BMC材料的優(yōu)勢(shì)
1.尺寸精度和尺寸穩(wěn)定性優(yōu)良,變形小.
2.線性膨脹系數(shù)小.
3.剛性耐熱性能優(yōu)良.
4.壁厚變化較大的產(chǎn)品的設(shè)計(jì)是可行的,可進(jìn)行低壓成型.
5.機(jī)械強(qiáng)度、電性能優(yōu)良,音響特性優(yōu)良.
BMC /SMC系列模塑料在以下領(lǐng)域被廣泛的應(yīng)用:
一、電器和電子元器件:各類高低壓電器開(kāi)關(guān)的外殼及結(jié)構(gòu)部件,化工和礦用防爆型電器零部件,電機(jī),電磁閥整體封裝,母線框,接線柱板,絕緣桿,絕緣子各種規(guī)格絕緣板材等。
二、汽車工業(yè):汽車殼體、保險(xiǎn)杠,車燈架、車燈碗、后備箱等車內(nèi)外制件和功能件等。
三、儀表工業(yè):儀表架、儀表殼,操縱桿等。
四、民用產(chǎn)品:衛(wèi)生潔具,裝飾品、洗碗機(jī)內(nèi)膽,音響制品等。
五、其他方面:電子復(fù)印機(jī),印刷機(jī)械,辦公機(jī)械的結(jié)構(gòu)部件,電子計(jì)算機(jī)零件等